


皮帶輸送機(jī)安裝的詳細(xì)步驟及注意事項(xiàng),,想自己安裝的看過(guò)來(lái),!
點(diǎn)擊上方"藍(lán)字"關(guān)注我們吧,!
當(dāng)前皮帶機(jī)在礦山,、冶金,、煤炭等行業(yè)中被大規(guī)模采用,,因其安裝精度不像機(jī)床,、大型電機(jī)等精密設(shè)備一樣要求很高,,故有些用戶會(huì)選擇自己動(dòng)手,。但皮帶機(jī)的安裝并不是沒(méi)有精度要求,,一旦出現(xiàn)問(wèn)題,將會(huì)給之后的調(diào)試和驗(yàn)收工作帶來(lái)不必要的麻煩,,生產(chǎn)中也很容易引起膠帶跑偏等事故,。
皮帶機(jī)的安裝大致可分為以下幾個(gè)步驟。
1,、安裝前的準(zhǔn)備工作
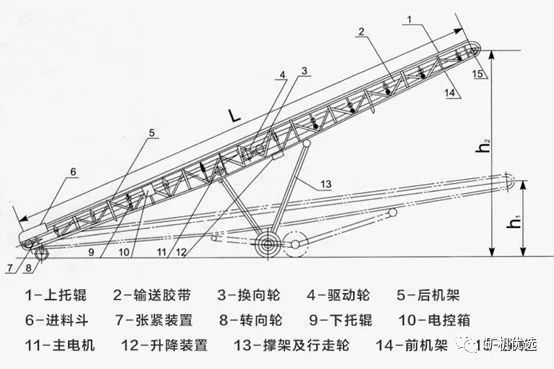
首先,,要熟悉圖紙。通過(guò)看圖紙,,了解設(shè)備的結(jié)構(gòu),,安裝形式、零部件的組成及數(shù)量,、性能參數(shù)等重要信息,。然后再熟悉圖紙上重要的安裝尺寸,技術(shù)要求等,。如果無(wú)特殊安裝要求,,皮帶機(jī)的通用技術(shù)要求為:
(1)機(jī)架中心線與輸送機(jī)縱向中心線應(yīng)重合,其偏差不大于2mm,。
(2)機(jī)架中心線的直線度偏差在任意25米長(zhǎng)度內(nèi)不應(yīng)大于5mm,。
(3)機(jī)架支腿對(duì)地面的垂直度偏差不應(yīng)大于2/1000。
(4)中間架的間距允許偏差為正負(fù)1.5mm,,高低差不應(yīng)大于間距的2/1000,。
(5)滾筒橫向中心線與輸送機(jī)縱向中心線應(yīng)重合,其偏差不大于2mm,。
(6)滾筒軸線與輸送機(jī)縱向中心線的垂直度偏差不應(yīng)大于2/1000,,水平度偏差不應(yīng)大于1/1000。
設(shè)備倒運(yùn)工作
由于在上工程期間,外購(gòu)的大量設(shè)備不可能放在施工現(xiàn)場(chǎng),。這就要求把需要安裝的設(shè)備挑出來(lái),,做好標(biāo)記,以備吊裝,。倒運(yùn)前,,盡量把要安裝使用的設(shè)備全部找出,一次倒運(yùn)到位,,既節(jié)省了汽車的臺(tái)班費(fèi)用,,又提高了工作效率。設(shè)備倒運(yùn),、吊裝到位后,,還要勘察安裝現(xiàn)場(chǎng),消除影響設(shè)備安裝的不利因素,。

2、設(shè)備的安裝
一條皮帶機(jī)能否達(dá)到設(shè)計(jì),、安裝要求并能正常平穩(wěn)運(yùn)轉(zhuǎn),,主要取決于驅(qū)動(dòng)裝置、滾筒以及尾輪的安裝精度,,皮帶機(jī)支架的中心是否和驅(qū)動(dòng)裝置及尾輪的中心線重合,,所以安裝時(shí)的放線尤為重要。
(1)放線
我們可用經(jīng)緯儀在機(jī)頭(驅(qū)動(dòng)裝置)和機(jī)尾(尾輪)之間打出標(biāo)記,,再用墨斗逐點(diǎn)彈線,,使機(jī)頭和機(jī)尾之間的中心線連成一條直線,用此方法放線能保證較高的安裝精度,。
(2)驅(qū)動(dòng)裝置的安裝
驅(qū)動(dòng)裝置主要由電機(jī),、減速機(jī)、驅(qū)動(dòng)滾筒,、支架等幾部分組成,。
首先,我們把驅(qū)動(dòng)滾筒和支架組裝,、放置到預(yù)埋板上,,在預(yù)埋板與支架之間放置鋼墊板,用水平儀找平,,保證支架的四個(gè)點(diǎn)之間的水平度小于等于0.5mm,。
然后,找出驅(qū)動(dòng)滾筒的中分線,,把線墜放置在中分線上,,調(diào)整驅(qū)動(dòng)滾筒縱向和橫向中分線與基礎(chǔ)中心線重合。
在調(diào)整驅(qū)動(dòng)滾筒標(biāo)高時(shí),還要考慮為電機(jī),、減速機(jī)標(biāo)高的調(diào)整預(yù)留一定的余量,。由于電機(jī)與減速機(jī)的連接在設(shè)備制造時(shí)已經(jīng)在支架上調(diào)整完畢,所以我們的任務(wù)是找正,、找平,,并保證減速機(jī)與驅(qū)動(dòng)滾筒之間的同軸度。
調(diào)整時(shí),,以驅(qū)動(dòng)滾筒為基準(zhǔn),,由于減速機(jī)與驅(qū)動(dòng)滾筒的連接為尼龍棒彈性連接,同軸度的精度可適當(dāng)放寬,,調(diào)整至徑向小于等于0.2mm,,端面不大于2/1000。
(3)尾輪的安裝
尾輪由支架和滾筒兩部分組成,,其調(diào)整步驟與驅(qū)動(dòng)滾筒相同,。
(4)支腿、中間架,、托輥支架,、托輥的安裝
皮帶機(jī)支腿大部分形狀為H型,其長(zhǎng)度和寬度根據(jù)皮帶長(zhǎng)度和寬度,、皮帶運(yùn)輸量等的不同而不同,。
下面,我們以寬度為1500mm支腿為例,,具體操作方法如下:
① 先量出寬度方向的中心線,,做出標(biāo)記。
② 把支腿放在基礎(chǔ)上的預(yù)埋板上,,用線墜垂線,,使支腿寬度方向的中心線與基礎(chǔ)中心線重合。
③ 在基礎(chǔ)中心線上任意一點(diǎn)(一般以1000mm以內(nèi)為宜)做一標(biāo)記,,以此標(biāo)記為基點(diǎn),,用盒尺分別測(cè)得此點(diǎn)到兩支腿的距離,根據(jù)等腰三角形原理可知,,當(dāng)兩尺寸相等時(shí),,支腿即找正。
④ 焊牢支腿,,即可裝中間架,,它是由10或12號(hào)槽鋼制作而成,在槽鋼寬度方向上鉆有直徑12或16mm的排孔,,是連接托輥支架用的,。中間架與支腿的連接形式為焊接,,安裝時(shí)應(yīng)用水平儀測(cè)量,以保證中間架的水平度和平行度,,平行度方向上的兩槽鋼,,上面的排孔要采用對(duì)角線測(cè)量法進(jìn)行對(duì)稱度的找正,以保證托輥支架,、上調(diào)心支架的順利安裝,。
⑤ 把托輥支架裝在中間架上,用螺栓連接,,把托輥裝在托輥支架上,。需注意的是,在落料口的下方的托輥為四組橡膠托輥,,起緩沖,、減震作用。
⑥ 把下平行托輥和下調(diào)心托輥裝上,。
3,、附件、安裝裝置的安裝
附件的安裝必須在支架上放上皮帶后才可進(jìn)行,。附件包括導(dǎo)料槽,、空段清掃器、頭部清掃器,、防跑偏開關(guān)、溜槽,、皮帶拉緊裝置等,。
(1)溜槽和導(dǎo)料槽
溜槽裝在落料口上,下面與導(dǎo)料槽連接,,導(dǎo)料槽裝在機(jī)尾皮帶的上面,。礦料由落料口進(jìn)入溜槽,再由溜槽進(jìn)入導(dǎo)料槽,,導(dǎo)料槽把礦料均布在皮帶的中心方向,,防止礦料迸濺。
(2)清掃器
空段清掃器裝在機(jī)尾下皮帶,,起清掃下皮帶礦料的作用,。
頭部清掃器裝在機(jī)頭滾筒的下部,起清掃上皮帶礦料的作用,。
(3)拉緊裝置
拉緊裝置分螺旋拉緊,、垂直拉緊、水平車式拉緊等,。螺旋拉緊與機(jī)尾支架為一體,,由螺母和絲杠組成,,一般用于短皮帶。垂直拉緊和車式拉緊用于較長(zhǎng)皮帶,。
(4)安裝裝置
安全裝置包括頭部護(hù)罩,、尾部護(hù)罩、拉繩開關(guān)等,。安全裝置裝在皮帶機(jī)的轉(zhuǎn)動(dòng)部位,,起保護(hù)作用。
經(jīng)過(guò)以上方法和步驟的操作,,并保證一定的精度范圍,,通過(guò)空負(fù)荷和負(fù)荷試車,并對(duì)皮帶跑偏進(jìn)行調(diào)整,,即可平穩(wěn)安全的運(yùn)轉(zhuǎn),。


評(píng)論
已有條評(píng)論